流体潤滑でチタン加工を可能にする表面処理IHP
IHP処理は「マイクロディンプル生成」+「表面硬化」+「金属組織の微細化」この3要素で、流体潤滑を強固に維持するよう表面を改質し、難加工材でもカジリ、融着、焼付き、異常摩耗を防止します。
DLCや窒化チタンなど一般的な表面処理は、表面に超高硬度の皮膜を形成し、耐摩耗性を飛躍的に高めるタイプが主流ですが、弊社の「IHP」処理はn数の追求では無く、難加工材を加工することが目的です。
IHP処理は金属の表面を高機能化させ、潤滑特性、冷却性、摩擦係数、表面硬度を向上させることで、カジリ、ムシリ、焼き付き、異常摩耗、酸化物の生成などを改善し、チタンなど難加工材の伸線やプレス加工を可能にします。
難加工材料に対応する表面処理IHPをぜひお試しください。
IHP処理の効果
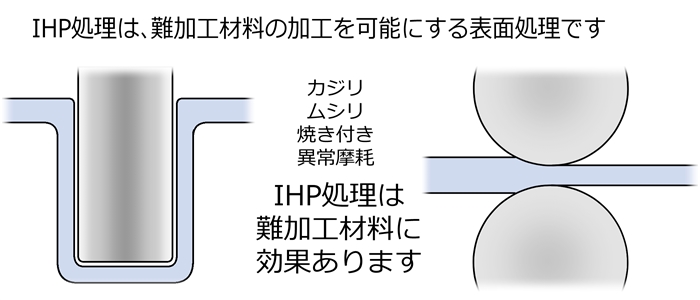
チタンは金属親和性が高くカジリやすいので加工熱による溶着と酸化チタン皮膜の生成を防ぐ必要があります。
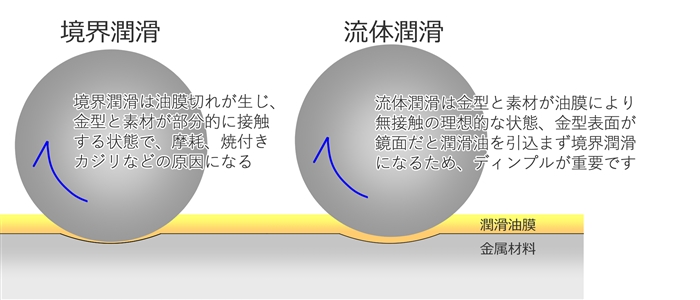
加工熱は金型とワークが境界潤滑状態となり、局部的に接触し発生する摩擦熱が主な原因で、IHP処理は潤滑油の保持性が向上し、強力に流体潤滑を保持しカジリを防止します。
IHP処理の効果で、潤滑油の極圧特性が向上し、強加工時の焼付防止効果があります。
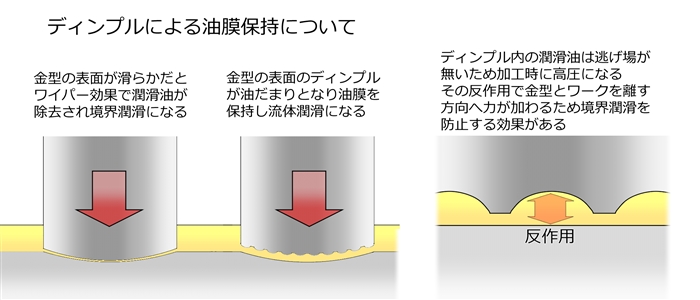
せん断に近い条件の強加工に、ディンプル内の潤滑油が高圧になり逆圧発生し金型と材料の接触防止効果があります。
IHP処理の効果で摩擦係数が大幅に減少し、高速加工時に熱の発生を抑えます。また表面のマイクロディンプルにより表面積が30%以上増加し、吸熱効率が改善し、チタンのように熱伝導が低い材料で効果的に溶着を防ぎます。
IHP処理は鍛造加工の応用技術で、処理中に瞬間的に金型の表面温度が再結晶温度を越え、金型表面にHRC70程度の焼き入れ層が形成されます。IHP処理の流体潤滑効果と合わせ、この焼き入れ層は長期にわたって維持され金型の摩耗を抑えます。
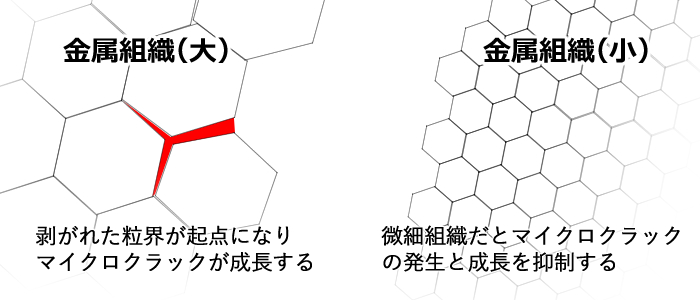
IHP処理の効果で金型表面の金属組織が微細化し、マイクロクラックの発生を抑制します。マイクロクラックは金属組織の粒界から成長するため、IHPの鍛造効果で組織を微細化し、クラックの発生起点が減少します。よって金型の寿命が向上します。
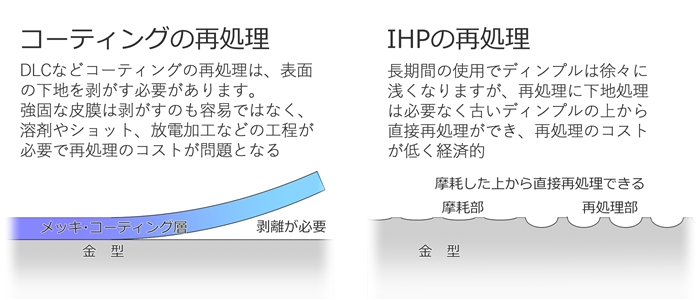
IHP処理はメッキやコーティングではないため、低コストで処理ができます。そして再処理も容易です。DLCや窒化チタンコーティングは再処理時にリムーブする必要がありますが、IHP処理は摩耗で浅くなったディンプルの上から直接再処理が可能で、低コストで再処理が可能です。
技術解説 IHP処理の油膜の保持性と流体潤滑の維持効果について
チタンを加工する絶対条件として、潤滑被膜によって金型とワークの直接接触を防止する必要があります。
一般的な表面処理の「DLCや窒化チタン」などは、強固な皮膜で耐摩耗性に優れn数の向上効果は素晴らしいですが、油膜の保持効果が無いためチタン加工には不向きです。
チタンを「伸線、プレス加工」するには、金型とワークの接触を油膜により防止する必要があります。いわゆる流体潤滑状態であることが絶対条件で、従来はワーク表面をサンドブラストで荒し、その凹凸に油膜を保持させ油幕切れを防止しました。しかしコストと生産性の問題がありました。しかしワークではなく金型表面にブラストで凹凸を形成しても、すぐに摩耗により凹凸が削れ消失します。サンドブラストの表面は、南アルプスの山肌のように鋭角なギザギザなので、山の頂上が材料と直接接触し凹凸がすぐに削れ使い物になりません。
IHP処理は鍛造技術を応用して、削らずに鍛造による打痕でゴルフボールのような滑らかなディンプルを成形します。これにより長期間のディンプルの耐久性と、強固に流体潤滑を維持する効果で、難加工材を加工することが可能になります。
技術解説 IHP処理のマイクロクラック抑制と疲労強度の向上について
IHP処理の鍛造効果でマイクロクラックの発生を抑制し疲労強度が大幅に向上します。
冷間鍛造金型やプレスパンチなどで、単位面積当たりの荷重が大きい強加工を、繰り返すと金型の金属組織の粒界からマイクロクラックが発生します。一度マイクロクラックが発生すると急にクラックが成長して金型の寿命になります。
マイクロクラックの発生源は金属組織の粒界で、金属組織が大きいほど発生しやすくなります。マイクロクラックを防ぐには金属の組織の微細化し発生源を抑制することが最も有効です。IHP処理の鍛造効果で金型表面の金属組織が微細化します。それによりマイクロクラックの発生を抑制します。
またIHP処理の鍛造効果は、アルミニウム合金などの表面を硬化させる効果もあります。
技術解説 IHP処理の表面焼き入れ効果について
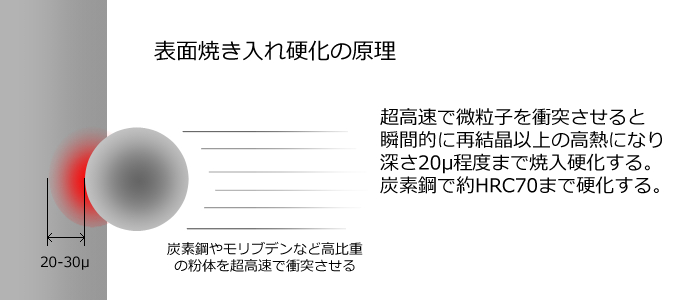
IHP処理は金型表面の焼き入れ効果があります。
IHP処理は鍛造加工の応用技術で、高比重の粉体を高速衝突させディンプルを形成します。その過程で瞬間的に再結晶温度以上の熱が発生し金型表面が焼き入れ硬化します。その硬度は一般的なベアリング鋼がHRC60前後に対して、HRC70程度で、DLCや窒化チタンと比べて低硬度なのですが目的が違うためこれで十分なのです。
境界潤滑時の耐摩耗性を追求した表面処理なら表面硬度は重要ですが、IHP処理は流体潤滑でワークと金型が接触しないため、HRC70程度で長期にわたって効果が持続します。
技術解説 IHP処理の流体潤滑と摩擦係数の低減効果について
IHP処理の効果で、金型とワークの摩擦係数が減少します。
摩擦係数の減少はIHP処理により完全な流体潤滑状態になっている証明です。流体潤滑ではワークと金型が接触していないため、摩擦、加工熱の発生を抑制し「融着及び焼き付き、摩耗」を防止します。
加工熱を抑えることはチタン加工には重要で、チタンは300℃程度で硬くて脆い「酸化チタン皮膜」が生成されます。酸化チタン皮膜を発生させてしまうと、それ以上の加工は困難になります。流体潤滑を維持することで加工熱の発生を抑制することは重要です。また加工スピードも改善するため生産性が向上します。
技術解説 IHP処理の再処理について
IHP処理は再処理も容易に行えます。
DLCや窒化チタンコーティングなどは、再処理時に古い皮膜を取り除く必要があり、溶液による化学反応やショットピーニング削り取る必要があります。
DLC処理を施した金型で部分剥がれが発生した場合、リムーブすると形状が崩れるため、その金型は再加工しなくてはならなくなります。
IHP処理はメッキやコーティングでないため、摩耗したディンプルの上から再処理ができ、再処理コストの低さも大きな特徴です。
お問合せ
IHP処理に興味がありましたら、下記までなんなりとお問い合わせください。
〈MM-Lab幹事企業〉
株式会社日本クロス圧延
TEL03-3538-6678
FAX03-6869-6603
MAIL:mml@atuen.com
担当:岡